發布日期:2022-04-18 點擊率:277
關鍵詞: FANUC機器人 機器人報警
摘要:本文對FANUC機器人報警常見故障進行了綜合匯總整理,供故障排查時借鑒參考。
1、368報警 (串行數據錯誤)
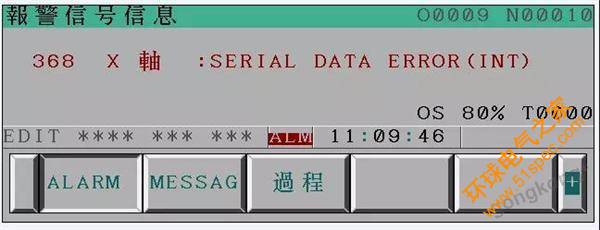
上圖中368報警以及相關編碼器報警的原因有:
電機后面的編碼器有問題,如果客戶的加工環境很差,有時會有切削液或液壓油浸入編碼器中導致編碼器故障。
編碼器的反饋電纜有問題,電纜兩側的插頭沒有插好。由于機床在移動過程中,坦克鏈會帶動反饋電纜一起動,這樣就會造成反饋電纜被擠壓或磨損而損壞,從而導致系統報警。尤其是偶然的編碼器方面的報警,很大可能是反饋電纜磨損所致。
伺服放大器的控制側電路板損壞。
解決方案:
把此電機上的編碼器跟其他電機上的同型號編碼器進行互換,如果互換后故障轉移說明編碼器本身已經損壞。
把伺服放大器跟其同型號的放大器互換,如果互換后故障轉移說明放大器有故障。
更換編碼器的反饋電纜,注意有的時候反饋電纜損壞后會造成編碼器或放大器燒壞,所以最好先確認反饋電纜是否正常。
2、電源模塊PSM控制板內風扇故障443,610

上圖報警是電源模塊控制板內風扇損壞導致的報警(使用αi電源模塊時),報警時電源模塊PSM的LED顯示“2”,主軸放大器SPM的LED顯示“59”。
拆下電源模塊控制板后,風扇位置如下圖所示:

3、主軸放大器SPM內冷風扇故障
 此故障沒有畫面報警信息,但是有上圖的“FAN”在閃爍,此現象表明主軸放大器SPM的內冷風扇出現了故障。
此故障沒有畫面報警信息,但是有上圖的“FAN”在閃爍,此現象表明主軸放大器SPM的內冷風扇出現了故障。
4、伺服放大器SVM內冷風扇報警 608,444

上圖中的報警表示伺服放大器SVM的內冷風扇出現了故障(Z軸和A軸同時出現報警是因為Z軸和A軸是同一個放大器控制的)。上圖中的報警出現時對應的伺服放大器上的LED顯示“1”。
5、主軸放大器和伺服放大器的內冷風扇位置

上圖中:
主軸放大器內冷風扇的安裝位置;
伺服放大器內冷風扇的安裝位置;
主軸放大器的型號A06B-6111-H XXX#H550(后面帶#H***的都是主軸放大器);
伺服放大器的型號A06-6114-HXXX。
注:
不同型號的主軸放大器和伺服放大器對應的風扇的型號也不一樣,請參考附錄;
導致放大器側風扇故障的原因主要是因為客戶現場工作環境較差,致使風扇上粘有油污,使風扇轉動時的阻力加大甚至粘住風扇葉片從而導致風扇線圈燒壞。所以在日常維護過程中要注意保持機床電氣柜的密封和清潔。
6、主軸傳感器的報警 9073(串行主軸錯誤)

#9073報警時主軸放大器SPM 的LED顯示“73”,是由于主軸電機的傳感器信號不正常引起。引起報警的原因可能是主軸放大器、主軸電機傳感器和傳感器的反饋電纜3個方面的故障。
7、主軸和伺服的報警750,5136
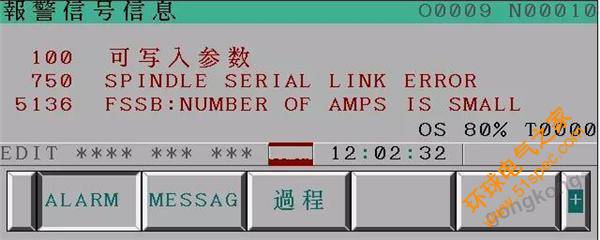
如果開機出現以上報警。一般是電源模塊、主軸放大器、伺服放大器的LED都無顯示。請檢查電源模塊PSM的CX1A插頭是否有200V輸入,如果200V輸入正常,更換電源模塊PSM的控制板。
8、5136的報警(伺服放大器故障)

如果出現5136報警:
檢查每個伺服放大器SVM的控制電源24V是否正常,LED是否有顯示,如果LED沒有顯示而24V電源輸入正常,判斷伺服放大器有故障。
如果LED有顯示,檢查FSSB光纜接口COP10A和COP10B靠下的一個光口是否發光,如果不發光可以判斷是放大器有故障。
檢查連接伺服放大器和系統軸卡的FSSB光纜是否有故障。(檢查的辦法是用手電筒照光纜的一頭,如果另一頭的2個光口都有光發出確認光纜正常,否則不正常)。
確認參數是否有更改,恢復機床的原始參數。
9、401的報警
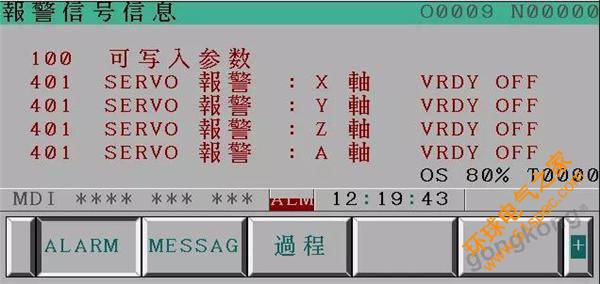 如上圖,如果所有軸都出現401報警,檢查電源模塊PSM的插頭CX3(MCC控制信號)和CX4(外部急停*ESP)是否正常。請參考上面αi放大器連接中對CX3和CX4連接的詳細定義。正常時CX4的2個接線點應該導通(也就是2個接線點都有24V電壓)。如果CX3和CX4外部接線正常,檢查電源模塊PSM本身或主軸放大器和伺服放大器是否有故障。
如上圖,如果所有軸都出現401報警,檢查電源模塊PSM的插頭CX3(MCC控制信號)和CX4(外部急停*ESP)是否正常。請參考上面αi放大器連接中對CX3和CX4連接的詳細定義。正常時CX4的2個接線點應該導通(也就是2個接線點都有24V電壓)。如果CX3和CX4外部接線正常,檢查電源模塊PSM本身或主軸放大器和伺服放大器是否有故障。
10、926的系統報警

926報警出現的原因:
系統軸卡可能有故障。
如果是機床運行過程中偶然出現,很可能是伺服放大器的控制電壓24V瞬間降低所致。對于βi伺服放大器,因為伺服放大器的電源是通過外部24V穩壓電源提供的,故需要檢查機床正常工作時伺服放大器的24V電源是否正常,是否有與放大器共用24V電源的外部I/O信號短路而導致放大器的24V降低,可以給放大器單獨接一個24V穩壓電源測試。注意如果機床配有帶抱閘的電機,電機的抱閘用24V不要跟放大器的24V共用一個電源。
伺服電機的編碼器反饋電纜對地短路也可能會導致放大器的控制電壓降低而引起此故障。
檢查SDU單元(分離型的檢測單元,使用光柵尺時用)的電源是否有瞬間降低的現象。
11、411報警
配置0I-TC系統車床,系05年1月份的系統。客戶使用機床時,Z軸不動,只在自動方式下進給X軸,切一個外圓后結束。偶爾出現Z軸410報警,實際Z軸的確移動了一點。Z軸坐標值也有變化,可是并沒有給Z軸指令。
報警原因:
電源單元和伺服放大器的DC連接片螺絲松動;
軸卡故障;
負載慣量設定不合適;
電機動力電纜接線松動;
伺服放大器故障;
如果Z軸是垂直軸,由于振動或者電氣元器件的不穩定,瞬間出現EMG,這個時候Z軸要進行抱閘,但這里有個延時,動作上反應出來就是Z軸往下掉了。而由于EMG很快的就恢復了,從而造成系統判斷Z軸靜態超差,報410;
檢查參數1828、1829是否設定太小了,如果是普通旋轉刀架,在換刀的時候會對Z軸有小的沖擊力,1829設定小的話,就容易出現410-AL,RESET后還可以恢復正常,還可以檢查絲杠的安裝是否存在問題;
可能是絲桿或導軌某處阻力大(沒有油或有硬物等)造成跟隨誤差大造成,或者因為溫度相差大,剛開機時溫度低,機械間隙大,誤差超出1829設定值了,但是運行一段時間溫度高了,間隙小了, 又不出現報警。
解決方法:
檢查電源單元和伺服放大器的DC連接片螺絲是否松動;
檢查接地和軸卡;
檢查Z軸的負載慣量比,參數PRM2021是否設得過小.可適當加大該值看看;
檢查Z軸伺服電機的動力電纜是否有松動;
換Z軸伺服放大器;
檢查屏幕上是不是有EMG閃過?放大器LED又是如何變化的?把ESP有關回路短接;
檢查參數1828、1829設定。
12、950,971報警
950 報警(PMC系統報警SB7)
[971NMI OCCURRED IN SLC 使用PMC-SA1]
如果檢測到PMC錯誤,就發生此報警。可能的原因包括I/O link 通訊錯誤和PMC 控制電路出故障。
若畫面上顯示“PC050”, 則可能是I/O link出現了通訊錯誤:
PC050 I/O link(CHx) aa:bb-aa:bb or PC050 I/O link CHx aabb-aabb:aabb
CHx 為通道號。aa 和bb 顯示了內部錯誤代碼。
若發生此報警,可能的原因如下:
使用I/O 單元時,分配了I/O 單元的地址,但是該I/O 單元沒有連接;
電纜沒有連接好;
I/O 設備(I/O 單元,Power Mate 等)失效;
I/O link 連接中的I/O板的24V電源沒有或瞬間降低,檢查I/O板用的24V電源是否正常;
如果外部I/O點出現對地短路也會把I/O板的24V電壓拉低造成此故障,檢查是否有外部I/O偶然對地短路;
系統主板故障。
13、報警代碼12
主電路的直流部分(DC link)電流過大。
在SPM-2.2i---11i中,主電路的電源模塊(IPM)檢測出異常,電流過大或過載。
在SPM-2.2i---11i中顯示本報警時,請對報警代碼09的相應內容也進行確認;
控制印刷板安裝問題;
請切實安裝控制印刷板(控制印刷板與功率板的連接器偏離時,有可能會發出本報警);
剛給出主軸旋轉指令后發生報警時;
·電機動力線故障,請確認電機動力線之間有無短路,接地故障,必要時更換動力線;
·電機絕緣故障,電機接地故障時,請更換電機;
·電機固有參數沒有正確設定;
·SPM故障,可能是功率元件(IGBT、IPM)損壞,請更換SPM;
主軸旋轉過程中發生報警時;
·功率元件損壞;
可能是功率元件(IGBT,IPM)損壞,請更換SPM
不滿足放大器的設定條件,或散熱裝置部分灰塵堆積冷卻不充分時,功率元件有可能損壞.關于設置條件,請參閱放大器規格說明書
如果放大器背面的散熱裝置部分灰塵較多時,請采用吹風方式進行清潔,要對結構進行研究,以使散熱裝置部分不會直接接觸切削油等
·電機固有參數沒有正確設定;
·速度傳感器信號的異常(主軸負荷較大);
請確認主軸傳感器的信號波形,如有異常,請進行調整,或更換檢測部分。
0i-MC
主軸單元 9012-AL
從SPM單元側拆下動力線測量絕緣阻值為500M左右(用兆歐表500V檔)正常;
試運行程序出現9012-AL,關機再啟動在MDI旋轉主軸立刻出現9012-AL,更換SPM單元后,試運行一小時左右正常。
18I-MB
轉動刀具軸出現9012報警,放大器12報警
用萬用表測動力線沒有問題,檢查參數正常;
在未換SPM之前,執行M3S1,SPM能正常吸合,持續不會出現9012報警,換新的SPM,上電ALM還是一樣,執行M3S1也能正常;
拆除舊電機,安裝新的電機,執行M3S600指令,沒有報警出現。更換元件:A06B-1408-B153。現系統正常,機床正常。
0IMC,配SVSP---A06B-6134-H303#A,三個伺服軸可正常動作,但在剛給出主軸轉動指令后而主軸還沒轉動時即出現9012報警,
報警原因: 報警和放大器,主軸電機,動力線,反饋線都有關系的.首先在脫開主軸動力線后,給主軸0轉速指令,放大器00狀態應該說明驅動沒有問題. 如果動力線相相間短路,給主軸轉速指令后,也會出現AL-12. 檢查原因是動力線的絕緣受熱融化,動力線磨破了,導致相間短路。
解決方法: 由于外部環境影響,電纜長時間被腐蝕炭化, 導致相間短路。
14、報警代碼27
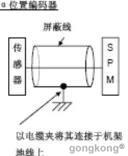
α位置編碼器的信號斷線
電機勵磁關閉時發生此報警時
·參數設定有誤,參照65280確認傳感器的設定參數
·電纜斷線,反饋電纜連接不正確時,請更換電纜
·SPM故障,請更換SPM或SPM控制印刷電路板
觸動電纜時發生報警時
·連接器接觸不良或電纜斷線
·可能是導線斷線,請更換電纜.有切削油浸入連接器部分時,請進行清洗.
電機旋轉時發生報警時
·傳感器與SPM之間的電纜屏蔽處理故障
參照65282連接的要求,實施電纜的屏蔽.
·與伺服電機的動力線綁扎到了一起
如果從傳感器到SPM之間電纜與伺服電機動力線綁扎到了一起,請分別綁扎.
0I-TC, SPM型號為:A06B-6111-H022#H550,出現9027-AL.
同時更換了SPM單元側板(A20B-2100-0800)和主軸位置編碼器(A860-0309-T302)后報警消除.
幾次故障出現都是在早上一開機的時候,檢查SPM單元的側板和電纜的問題.
使用了3個月又出現9027-AL,用戶自己更換主軸位置編碼器,發現內部有元件燒壞,換上新的位置編碼器后使用了8小時又出現9027-AL, 更換電纜后正常.
主軸在工作一段時間后出現9027#
oi-mate-tc
現場開機空轉S2500,大約在 20分鐘后出現9027報警,打開電器柜發現位置編碼器反饋線有磨損的痕跡,懷疑是裝配時過于緊造成的,更換反饋線后,開機運轉2個多小時無故障。第二天觀察半天后,第二天早上,用戶電話說又出現9027,來現場發現在電器柜打開的情況下主軸工作2個小時以上都不報警,但是關上門后,工作半小時就報警。懷疑溫度原因引起側板故障。更換側板后,關上門運轉2小時無報警。 結果:現在機床一切正常!
更換元件:A06B-6078-K814,A06B-6134-K601
報警原因: 可能編碼器燒壞了,可能原因外部電纜短路,或者主軸板上潮濕,有油污等臟東西,或者編碼器進油.
解決方法: 測量從JYA3到主軸位置編碼器的電纜連接是否正常,電纜線有沒有破損,檢查有沒有破皮的地方,電纜彎折的時候才能測量到短路現象,最好把電纜拆出來看看. 插頭會不會有問題(虛接或絕緣不良),有沒有相互短路.
0i Mate-TC
主軸電機 G92無法執行
到現場發現廠家沒有使用FANUC的主軸位置編碼器和反饋電纜。
檢查參數發現也沒有使用外部α位置編碼器,將Pr4002#1設1,#0設0后,出現9027-AL,依照圖紙測量反饋電纜發現有斷線,打開與編碼器的連接插頭,發現有一根線斷開,重新焊好后可以正常使用了。
結果:系統正常。
CNC構成:
(1)A20B-8200-0396.0361
(2)A20B-3900-0163
伺服單元:A06B-6134-H202#A
下一篇: PLC、DCS、FCS三大控
上一篇: MATLAB和Simulink在航
型號:配件HS13BX-1000 操作機構
價格:¥111.6
庫存:10
訂貨號:150002485
型號:配件HS13BX-400 操作機構
價格:¥133.8
庫存:10
訂貨號:150000416
型號:HR3-200/32BX 100A
價格:¥432.336
庫存:10
訂貨號:HR320032BX100
型號:配件DW15-630 操作機構
價格:¥201
庫存:10
訂貨號:150007145


